
污水池蓋板的焊接操作步驟
未知, 2026-01-04 14:29, 次瀏覽
污水池蓋板的焊接操作步驟
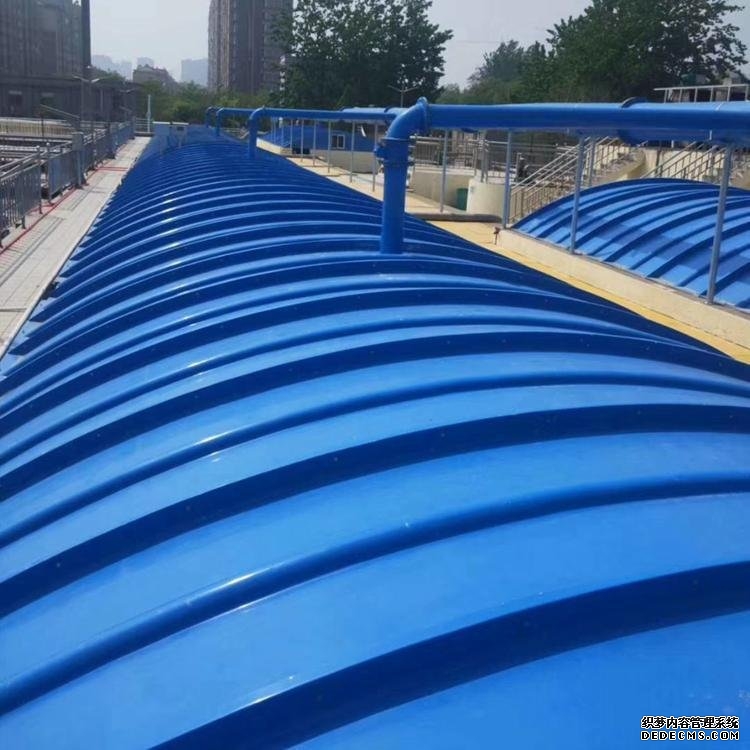
在污水處理設(shè)施中,污水池蓋板扮演著至關(guān)重要的角色。它不僅能夠防止異味散發(fā),還能阻擋雜物掉入池中,保障周邊環(huán)境安全與污水處理工作的順利進(jìn)行。而焊接作為連接蓋板各部件的關(guān)鍵工藝,其操作步驟的規(guī)范性直接影響到蓋板的質(zhì)量與使用壽命。以下是詳細(xì)的污水池蓋板焊接操作步驟:
一、準(zhǔn)備工作
1. 材料檢查:對即將用于焊接的蓋板材料,如鋼板、角鋼等進(jìn)行嚴(yán)格檢驗(yàn)。查看鋼材表面是否有銹蝕、裂紋、孔洞等缺陷,確保材質(zhì)符合設(shè)計(jì)要求。同時(shí),核對材料的規(guī)格、型號是否與施工圖紙一致,避免因材料錯(cuò)誤導(dǎo)致焊接質(zhì)量問題。
2. 設(shè)備調(diào)試:根據(jù)蓋板的材料厚度和焊接工藝要求,選擇合適的焊接設(shè)備,如電弧焊機(jī)、氣體保護(hù)焊機(jī)等。在焊接前,對設(shè)備進(jìn)行全面調(diào)試,檢查電流、電壓的穩(wěn)定性,確保焊接參數(shù)能夠***控制。對于氣體保護(hù)焊,還需檢查氣體供應(yīng)系統(tǒng),保證保護(hù)氣體的流量均勻、穩(wěn)定。
3. 場地清理:將焊接作業(yè)區(qū)域清理干凈,移除周圍的易燃、易爆物品,保持場地整潔、干燥。******的工作環(huán)境有助于提高焊接質(zhì)量,減少安全隱患。此外,要搭建防風(fēng)棚,尤其是在戶外作業(yè)時(shí),防止風(fēng)力對焊接過程產(chǎn)生干擾,影響焊接質(zhì)量。
4. 人員防護(hù):為焊接操作人員配備齊全且合格的個(gè)人防護(hù)用品,包括焊接面罩、手套、防護(hù)服、***緣鞋等。焊接面罩應(yīng)具備合適的遮光號,以有效保護(hù)眼睛免受強(qiáng)光傷害;手套要具有******的隔熱性和導(dǎo)電性,防止?fàn)C傷和觸電;防護(hù)服和***緣鞋則能避免身體受到飛濺物和電流的傷害。
二、焊接操作流程
1. 組對定位:按照設(shè)計(jì)圖紙的要求,將需要焊接的蓋板部件進(jìn)行組對。使用夾具、撬棍等工具,調(diào)整部件的位置和角度,使它們之間的間隙均勻,偏差控制在允許范圍內(nèi)。一般對接焊縫的間隙為 1 - 3mm,角焊縫的焊腳尺寸應(yīng)符合設(shè)計(jì)規(guī)定。在組對過程中,可使用直角尺、水平儀等量具進(jìn)行檢查,確保部件的平整度和垂直度。定位焊應(yīng)在焊縫的兩端進(jìn)行,長度不少于 30mm,間距不超過 500mm,以保證部件在正式焊接過程中不會(huì)發(fā)生位移。
2. 引弧起焊:在完成組對定位后,即可開始引弧起焊。對于手工電弧焊,將焊條末端與焊件表面輕輕接觸,形成短路,然后迅速提起焊條,使焊條與焊件之間保持一定的距離,此時(shí)會(huì)產(chǎn)生電弧。電弧的長度應(yīng)根據(jù)焊條直徑和焊接工藝要求進(jìn)行調(diào)整,一般為焊條直徑的 1 - 1.5 倍。在引弧成功后,將電弧移至焊縫起始位置,稍作停留,使母材充分熔化,形成熔池。對于氣體保護(hù)焊,通過焊槍上的開關(guān)控制電弧的產(chǎn)生,同樣要注意電弧長度和熔池的形成。
3. 焊接運(yùn)條:在形成穩(wěn)定的熔池后,開始進(jìn)行焊接運(yùn)條操作。不同的焊接方法采用不同的運(yùn)條方式。手工電弧焊常用的運(yùn)條手法有直線形、鋸齒形、月牙形等。直線形運(yùn)條適用于較薄的板材焊接,操作簡單,焊縫成型整齊;鋸齒形和月牙形運(yùn)條則適用于較厚板材,通過有規(guī)律的擺動(dòng)焊條,能使熔池得到充分的攪拌,有利于氣體逸出和熔渣上浮,從而提高焊縫質(zhì)量。氣體保護(hù)焊的運(yùn)條方式相對較為靈活,可根據(jù)焊接速度和焊縫寬度的要求,選擇直線或小幅度擺動(dòng)的方式。在運(yùn)條過程中,要保持焊條或焊槍的角度一致,勻速移動(dòng),使焊縫金屬均勻填充。焊接速度不宜過快或過慢,過快會(huì)導(dǎo)致焊縫成型不***,出現(xiàn)咬邊、未焊透等缺陷;過慢則會(huì)使焊縫余高過***,增加成本且影響外觀。
4. 接頭處理:當(dāng)一根焊條用完或焊接中途停頓后,需要進(jìn)行接頭處理。在接頭處,先將前一段焊縫的收尾處用砂輪打磨成斜坡狀,以便新焊縫與之******融合。然后在斜坡前方約 10mm 處引弧,待電弧穩(wěn)定燃燒后,緩慢移至接頭部位,適當(dāng)加***電流和電弧停留時(shí)間,使新舊焊縫充分熔合。對于多層多道焊,每一層每一道的接頭都要錯(cuò)開一定距離,避免在同一位置重復(fù)加熱,造成應(yīng)力集中。
5. 收弧結(jié)尾:在完成整條焊縫的焊接后,要進(jìn)行收弧結(jié)尾操作。對于手工電弧焊,逐漸縮短電弧長度,將焊條向一側(cè)傾斜,使熔池慢慢凝固,***后拉斷電弧。這樣可以防止收弧處出現(xiàn)弧坑裂紋。氣體保護(hù)焊則可通過控制焊槍的開關(guān),逐漸減小電流,實(shí)現(xiàn)平穩(wěn)收弧。收弧后,及時(shí)清理焊縫表面的熔渣和飛濺物,檢查焊縫質(zhì)量,如有缺陷應(yīng)及時(shí)修補(bǔ)。
三、焊接質(zhì)量檢驗(yàn)
1. 外觀檢查:焊接完成后,***先對焊縫進(jìn)行外觀檢查。查看焊縫的表面是否平整,有無氣孔、夾渣、裂紋、咬邊等缺陷。氣孔表現(xiàn)為焊縫表面或內(nèi)部形成的圓形或橢圓形空洞;夾渣則是焊縫中殘留的熔渣,形狀不規(guī)則;裂紋可分為熱裂紋和冷裂紋,熱裂紋多在焊接過程中產(chǎn)生,沿晶界開裂,冷裂紋一般在焊后冷卻過程中出現(xiàn),具有延遲性;咬邊是焊縫邊緣母材被電弧燒出凹槽的現(xiàn)象。對于輕微缺陷,可采用打磨、補(bǔ)焊等方式進(jìn)行修復(fù);嚴(yán)重缺陷則需割除重焊。
2. 無損檢測:除了外觀檢查,還應(yīng)按照相關(guān)標(biāo)準(zhǔn)和設(shè)計(jì)要求,對部分重要焊縫進(jìn)行無損檢測,如超聲波檢測、射線檢測等。超聲波檢測利用超聲波在焊縫中的傳播***性,檢測焊縫內(nèi)部的缺陷,如未焊透、內(nèi)部裂紋等;射線檢測則通過拍攝焊縫的 X 光片或γ射線底片,直觀地顯示焊縫內(nèi)部的結(jié)構(gòu)情況,判斷是否存在缺陷以及缺陷的***小、位置等信息。根據(jù)檢測結(jié)果,對不合格的焊縫進(jìn)行返修,直至達(dá)到合格標(biāo)準(zhǔn)。
總之,污水池蓋板的焊接操作是一項(xiàng)技術(shù)性強(qiáng)、要求嚴(yán)格的工作。只有嚴(yán)格按照上述操作步驟進(jìn)行,注重每一個(gè)細(xì)節(jié),才能確保焊接質(zhì)量,制作出堅(jiān)固耐用、密封性能******的污水池蓋板,為污水處理設(shè)施的穩(wěn)定運(yùn)行提供有力保障。
